Spare Parts Can Kill Your Plant's Efficiency
By Wally Wilson, CMRP of Life Cycle Engineering
As appeared in Reliability Web's e-newsletter
You could be introducing premature failure in your equipment assets caused by the inventory management practices for spare parts in your Maintenance, Repair, and Operating supplies (MRO) storeroom. The storeroom is one of the foundation blocks that support the maintenance department’s efforts to keep production equipment running at the most efficient levels possible. Every company competing in the fast-changing global market has recognized the need to identify waste and inefficiencies in each business unit and implement best practice processes and business practices to increase their competitive advantage. The overall success of your business and its employees hinges on each block of the foundation performing at the highest level possible.
The person responsible for storeroom operation plays a key role in the level of equipment reliability and outcome of operational efficiency for your plant. But it’s only the storeroom – how can it play such an important role in the success of the business? There are typically several million dollars invested in the MRO inventory and many of the parts are critical to the operation of the business. I’m sure if we had several million dollars of our money invested we would insist that it was cared for and checked each day to ensure we were getting the most benefit possible from our investments.
Let’s consider a couple of common scenarios. If the inventory management system indicates there is inventory available and the part cannot be found, the routine repair now becomes an emergency-expedited purchase and the charges start to mount. What if the storeroom employee receives a requisition for a part or assembly, goes to the storeroom location, pulls the part, issues it to the work order only to find that the part has been in the inventory for over ten years and it has never been checked or cared for since it was put on the shelf? The high probability of failure is introduced into the equipment when the neglected part is installed. To compound the problem, if the newly installed part does fail to perform, the situation will probably be repeated again when the next part is pulled from inventory and put into service. If that part has been neglected like the first unit, it is a sure bet that the situation will be repeated and lost production time, along with the added cost to have the supplier expedite a replacement part, will far exceed the cost and effort to properly care for the original units.
The care and preventive maintenance practices of the storeroom inventory is an essential practice for rotating spares like motors, gearboxes, pumps and some actuator valves to ensure these units will operate at full capacity and for the expected service life of the unit. The following pictures are some vivid examples of situations resulting from motors and other equipment that were purchased from a certified supplier but due to storage practices and lack of a preventive maintenance program in the storeroom, began to fail almost as soon as they were put into service.
The vertical mount motor in the first example was stored in the correct position but was not maintained under a scheduled preventive maintenance program, and was stored in a storage facility that was dusty and not environmentally controlled. These were all factors that led to the premature failure of the unit. Thirty minutes after the motor was put in service the technician took a thermo-graphic photo of the main drive bearing and as you can see in the photo, there was a problem. The motor ran for about six more hours and seized up. Since a second motor was not available, the damaged motor was removed and expedited to the supplier to have it rebuilt and returned to be re-installed. Since there was not a redundant system, the process was forced to shut down until the rebuilt motor was returned from the supplier. 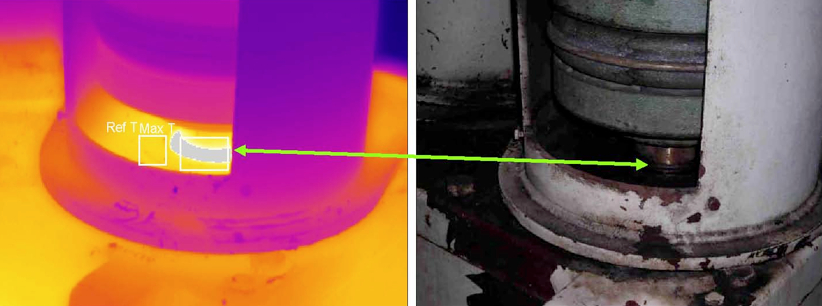
The second example is a blower unit that was stored in the same environment for more than 10 years. When it was requisitioned to replace the existing failed unit, the replacement unit began to show signs that it too would fail within hours. 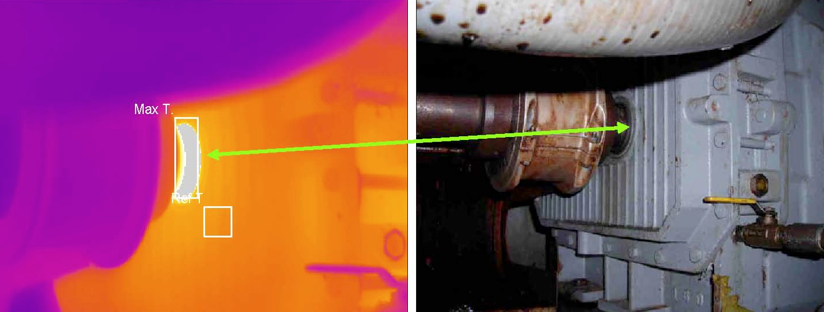
These scenarios and others like them are repeated daily in organizations around the world and cost millions of dollars in lost production and in many cases, an excess investment in storeroom inventory. Ensuring the right parts are available at the right price, quantity, quality and within established stocking parameters is essential to supporting a proactive business operation. Deciding to stock or not to stock a spare part should focus on the criticality of the part to the sustained operation of equipment assets.
It is always appealing to have the supplier stock and maintain spare parts at their site, making these parts available within a few hours notice for equipment repairs. Sometimes this option is not viable and stocking a spare part is required by the insurance underwriter or a reliability engineer, or is necessary due to the part’s availability from the supplier. When the decision is made to stock a spare part in the storeroom inventory, it can be held in the inventory for many years. With thousands of dollars invested in spare parts, it is important to have a program to ensure these parts remain in service-ready condition. Rotating spare parts like pumps, motors, gearboxes, blowers and other parts can be damaged by the environment, site storage conditions or careless handling by storeroom employees. Managing these spare parts under a preventive maintenance program identifies these issues and can prevent a defective unit, predestined for failure, from being put into service.
As a general rule, rotating spares and large bearings should be exercised at least 450 degrees every 45 to 90 days. Motors held in the storeroom inventory over five years should be bench tested to ensure they will perform as expected when put into service. According to the storeroom environment, rotating spare units should have the bearings repacked every five to seven years with compatible grease to ensure the grease doesn’t dry out or become compacted.
A preventive maintenance program will not solve all the problems for these spare parts. To ensure proper material handling and storage of the MRO inventory, it’s important to train employees how to maintain the service-ready condition of spare parts. A direct impact to the drive line of a motor from careless handling will compromise the integrity of the unit and shorten the service life of the motor. In the examples of the blower unit and the vertical pump motor, the root cause analysis concluded that the bearings failed due to dry, compacted grease and brinnelling of the bearing and bearing race, causing a premature failure of the units.
Housekeeping and the implementation of a scheduled cycle count program will support a scheduled preventive maintenance program. Dust and debris can contaminate stored bearings and other spare parts that have been removed from their original packaging, contributing to premature failure when put into service. A visual management program, including 5S and kaizen training to implement and sustain housekeeping, is essential. In many cases, storeroom employees are unaware that how they handle, store and manage the storeroom inventory is causing equipment failure.
A scheduled cycle count program is more than just counting selected items of the MRO inventory. The cycle counting process should also include a general assessment of the spare part in storage and answer the following questions:
- Have parts been removed from the spare?
- Is the unit free of dust and debris?
- Is exposed metal corroded?
- Does the physical location of the part match the location in the warehouse management system?
- Are there item count discrepancies?
- Are count discrepancies noted and adjusted in the inventory system?
It is essential to have the spare parts available to maintain your equipment. Having those parts perform as expected when they are put into service should be an expectation of your storeroom. If you are not getting the expected service life from parts used to maintain your equipment assets, look at how these spare parts are being stored and maintained in your storeroom. The lack of standard work practices and a scheduled preventive maintenance program in your storeroom might be affecting your plant performance.
Wally Wilson, CMRP, CPIM, is a Senior Subject Matter Expert specializing in Materials Management with Life Cycle Engineering. He has over twenty-five years experience in plant management with three fortune 500 corporations. Wally is a member of the Society for Maintenance & Reliability Professionals (SMRP) and the American Production & Inventory Control Society (APICS). You can reach Wally at wwilson@LCE.com.
© Life Cycle Engineering

For More Information
843.744.7110 | info@LCE.com