A New Reliability Engineer Applies REC Knowledge and Skills to Reduce Downtime and Maintenance Costs
 A New Reliability Engineer Applies REC Knowledge and Skills to Reduce Downtime and Maintenance Costs.pdf
A New Reliability Engineer Applies REC Knowledge and Skills to Reduce Downtime and Maintenance Costs.pdfFor Kenta, a young engineer who began his career in a five-year-old reliability program, having formal instruction to turn to for best practices and acumen was a must for success in his role. He chose Life Cycle Institute for training, with the ultimate goal of earning his Reliability Engineering Certification (REC).
Kenta is an Equipment Reliability Engineer at a global aerospace organization that designs, manufactures, and sells aircrafts, rotorcraft, rockets, satellites, telecommunication equipment, and missiles. To earn his REC, Kenta attended the four required classes, and presented and defended his work product.
The requirements for the REC work product report are straightforward: choose a critical system asset; build a Failure Mode and Effects Analysis (FMEA) for the asset’s primary function; choose one failure mode and complete an RCA analysis to determine all of the possible causes; and propose a predictive maintenance technology approach to predict or mitigate deterioration.
Choosing the Asset, FMEA, and RCA Analysis
Kenta chose fabrication cart turntables for his critical system asset. The turntables have few moving parts and one simple overall function: rotate when driven, similar to a lazy Susan. The turntable also has a locking function that maintains the unit in its orientation unless this feature is released to be turned. Despite its lack of complexity, the equipment has pained the production and maintenance teams in his facility for years and caused significant downtime, damage to other equipment, and unsafe workarounds.
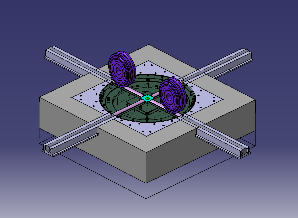
Figure 1: CAD Model of Turntable and Cart Wheels
The FMEA Kenta conducted with LCE’s template was intuitive and effective in ranking the failures for the turntables. The calculated risk priority numbers (RPNs) helped highlight the failures that needed the most attention. After completing the FMEA, Kenta discovered high-bearing resistance was the clear choice for the failure mode to pursue. The failure mode had the highest RPN of the FMEA and poor detectability.
Observational data showed that in a sample of 50 observed attempts, 60% of the attempts to operate the turntables resulted in failure. This high operational failure rate triggered the Root Cause Analysis (RCA) of turntables.
Kenta used two RCA tools to complete the analysis: Five Why and Fishbone. The Five Why method was used to determine the root causes to the turntables’ overarching failure of resistance to turning. By continuing to ask “why” with each cause, the team was able to identify the root causes. The tool was also useful in organizing the large quantity of root causes under two major causes. The functional failure of the turntable not being able to turn seemed like a simple issue at first. However, the Five Why exposed a wide array of causes that manifested in what seemed like a simple failure.
Kenta selected the Fishbone method to further identify potential causes for the failure mode of high bearing resistance. Because there were numerous types of contributing factors, the brainstorming process of the Fishbone method helped ensure that all of these potential causes were captured. Each cause was evaluated and the inapplicable ones eliminated. The significant causes were further investigated and countermeasures were assigned to resolve each one.
Proposed Predictive Maintenance: Operational Torque Measurement
The mission of predictive maintenance is to use data to detect anomalies so they can be addressed before resulting in equipment failure. Kenta found the best way to monitor the operational effectiveness of the turntable is by examining the torque required to turn it. The PM was rewritten to instruct how to manually measure and log these values. In this procedure, a pull force gauge is attached to a drive extension as shown in Figure 2, and pulled slowly until the turntable begins to rotate. The peak force value measured during this process translates to the operational torque of the turntable.
Once measured, the data is then transferred to a log. The spreadsheet flags values that are higher than 35 lbs. which the team has set as the target maximum threshold. For the turntables to fail, the operational torque must be much higher, but 35 lbs. was the warning threshold established based on data from turntables in nominal operating condition. As data accumulates over time, trends can be analyzed to define more data-driven thresholds and ultimately give better indication of future failure. Monitoring the operational torque serves as an excellent detection countermeasure to all bearing issues and part of the solution to all other failures that result in the turntable not being able to pivot. The torque monitoring is highly effective in detecting bearing-related causes and many cases of interference-related causes.

Figure 2: Technician Measuring the Operational Torque of a Turntable
The Results
Finally, Kenta calculated the cost avoidance achieved through the improvements he made throughout the course of his project. He calculated 78 hours of downtime and 156 hours of maintenance labor which translated to $274k in annual cost avoidance. With these incredible results, Kenta officially earned his Reliability Engineering Certification, and both he and his company are reaping the rewards of the program.
“Before learning the material in the REC curriculum, I relied on my experience from past internships and seeking knowledge from colleagues to do my job,” says Kenta. “The REC curriculum taught me the benefits and triggers for RCA tools, how to conduct FMEAs, the use cases for condition-based maintenance technologies, and much more. With these tools, I am able to operate with confidence and autonomy to contribute to my program. The course material and lessons learned shared through classmate discussions provide sound guidance on which I can rely to make impactful decisions.”
To begin your own reliability journey with Life Cycle Institute, call us at 1-800-556-9589, email us at education@LCE.com, or visit our website.